|
Listen to this article
 |
Now a fully modular and easy-to-program robotics technology lets engineers and other plant personnel quickly select and connect kinematic modules to create industrial robot arms.
Sponsored content ⚙️ Traditional six-axis serial robotics and selective compliance assembly robot arms (SCARAs) have prebuilt structures and rigidly defined motions and degrees of freedom (DOFs). In contrast, now an entirely new series of field-assemblable robots is both programmatically and physically configurable (and reconfigurable) by engineers and plant staff alike. Called Automation Technology for Robotics or ATRO, each completed assembly consists of a base module and a unique combination of other modules (each recognized as separate EtherCAT devices by controls) to make functioning robot tables, arms, or delta assemblies.

The Automation Technology for Robotics (ATRO) from Beckhoff Automation is a flexible and fully integrated multi-axis system that supports rapid robot assembly and programming. In fact, ATRO complements other technologies in the motion supplier’s New Automation Technology product range — including PC-based control, industrial PCs, automation controllers, operator interfaces, I/O, servo drives, and motors.
More specifically, ATRO kinematics are built of modules from four categories.
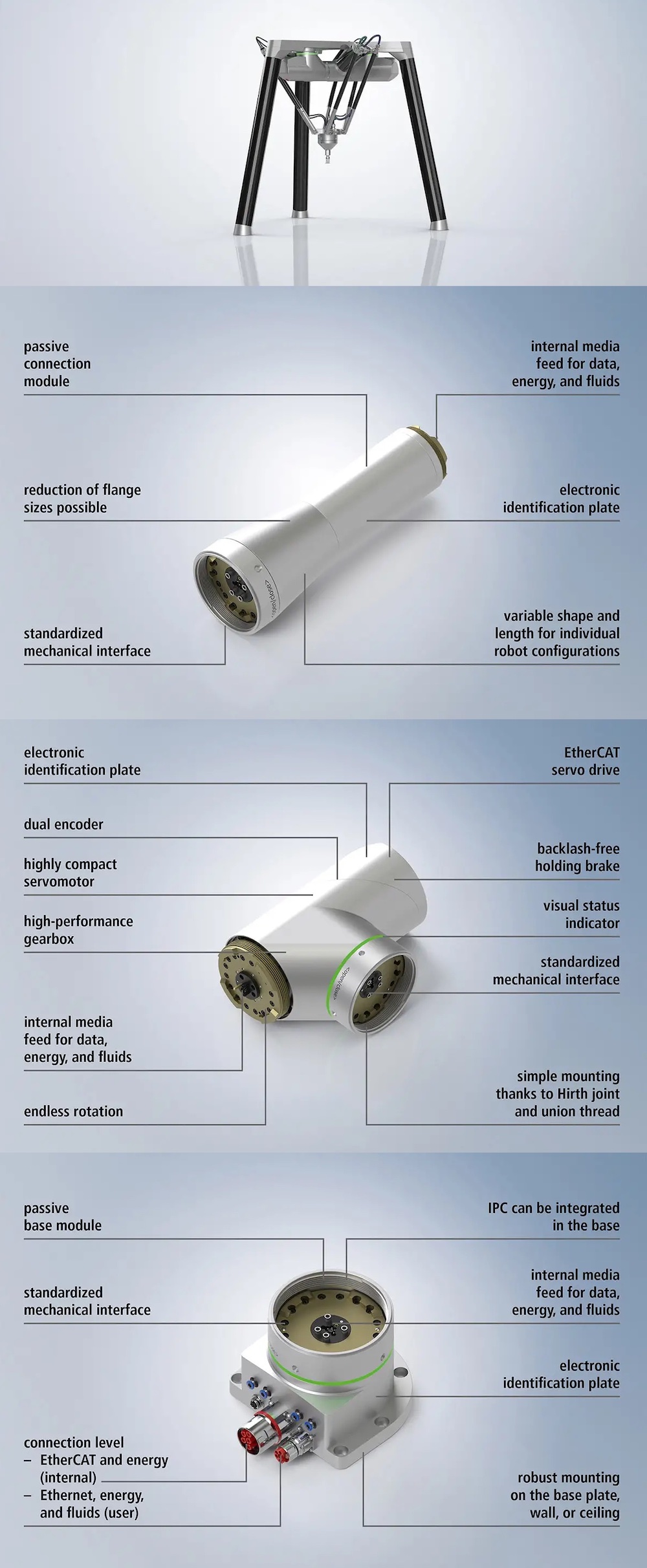
ATRO base modules (the first upon which other modules are stacked) include a ruggedized base with mounting flanges, power and networking connectivity ports, and an output media feed that begins the internal run of media through the assembly’s interior to allow limitless joint rotations. (More on this shortly.)
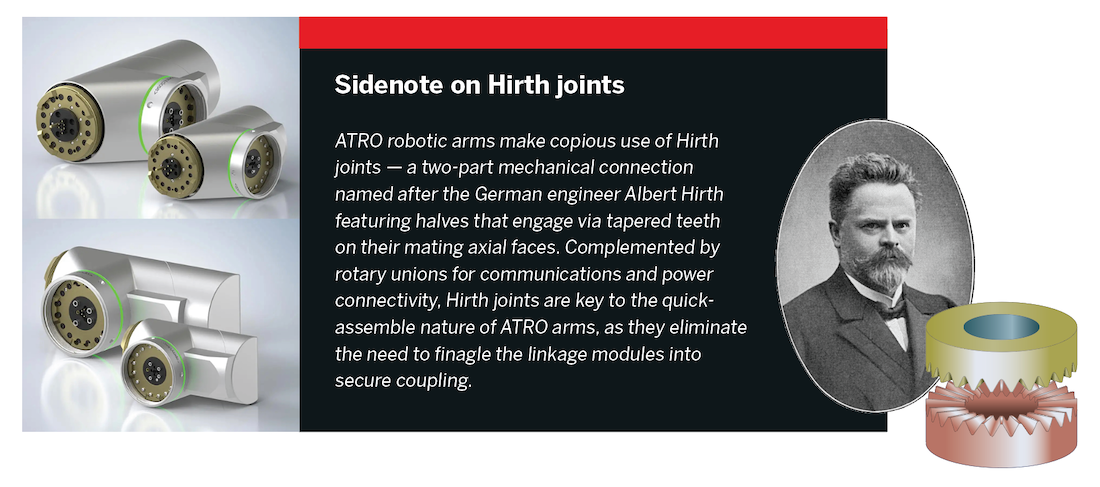
Active motorized modules are open-ended arm sections containing a planetary gearmotor, brake, servodrive, and control electronics in a ruggedized cylindrical housing. Ends are threaded and studded with mechanical locking Hirth joints to quickly secure to other modules in the series.
These subsystems come in a variety of diameters, lengths, and shapes; both straight I-shape and angled L-shape motorized modules come in five power sizes. Because each active module forms a complete drive system for one robot axis, the only external components needed are a power supply and controller. It’s a structure that significantly reduces the amount of control-cabinet real estate consumed by hardware to command the robot’s DOFs.
After programming, ATRO robotics use EtherCAT for direct integration into PC-based controls for automatically optimized workcells. In fact, one industrial PC can command multiple ATRO robots. Besides simplifying installation, that can also trim cost.
Connection or linkage modules come in I, L, and Y shapes and allow further customization of the robot morphology. Featuring the same ruggedized housings and mechanical end-connection geometries as the ATRO system’s motorized modules, these serve as the movable joints of ATRO assemblies.
Finally, user-specified system modules integrate application-specific gripping or other end-effector functions. With these core module options, a vast array of robotics is possible, including:
• Single-axis rotary indexing tables and two-axis trackers
• Three-axis delta robots (with supporting hardware) and four-axis pick-and-place robots
• Five-axis palletizing arms
• Six-axis serial arms
• Seven-axis robotics capable of specialty articulation for machine tending and similar tasks necessitating extension into hard-to-reach spaces inside machinery.
In some cases, the automation solution’s mechanics and part count can be reduced. ATRO’s extremely flexible structure lets it satisfy a variety of applications — even those involving payloads to 10 kg and reaches to 1.3 m.
ATRO systems from Beckhoff adapt to tasks needing multi-axis motion. They’re also freely scalable, customizable, and expandable.
Programming and controlling ATRO robots
ATRO features EtherCAT connectivity that complements the way in which the robot modules are commissioned and programmed via TwinCAT software. The latter features a vast model library to support standard as well as custom industrial kinematics for easier integration of robotic handlers into machine workcells. In contrast, traditional off-the-shelf SCARA and fixed serial robots are rarely a perfect fit for pre-existing or finalized workcell elements … thus complicating the setup of real-world applications.
The ATRO interface within TwinCAT supports 3D simulation of single robots to let end users build robots themselves using the base, active, and linkage modules just described. From there, virtual workpieces, trays, tables, baskets, machine access windows, imported machine CAD files, and obstacles (such as pillars, walls, and workcell fencing) in the TwinCAT GUI can be modeled to let the user define how the robot should interact with or avoid them.
Pick, turn, place, and myriad other moves can be set in the desired sequence and then exported.
Once the controller receives the exported file, it builds the entire PLC code. Then users simply log into the controller via the GUI and click an enable button to run the robot through its motions. Coordination with advanced conveying systems and even levitating motor installations is possible, as are expansive configurations with as many as 16 ATRO robots.
Structures are simply scanned by the control software, and the TwinCAT robotic functions automatically create the corresponding control application — including a digital twin. (Where needed, the digital twin within TwinCAT can define stresses on ATRO’s mechanical components.) In-the-field teaching of ATRO systems is similarly easy; users simply grab the robot, move its connected modules through desired positions, and set the path and points via a connected HMI.
To be clear, users with different skillsets can choose from three programming options — basic routines (for manual robot teaching), moderately sophisticated routines (for users who feel comfortable building, importing, and defining machine elements), and advanced routines for TwinCAT experts with proficiency in 3D simulation, coding operations, and line-by-line tweaking of automatically generated programming (as IEC 61131-3 structured text, ladder logic, or function-block diagrams — FBDs).
Physical system connections and communications
ATRO’s tight TwinCAT integration allows control of multiple robots via one controller. Even machine-vision image processing, machine learning, functional safety, and direct cloud integration (to support enterprise-level analysis and predictive maintenance routines) are possible. Synchronization of ATRO systems with XTS and XPlanar adaptive product handling systems within this common environment minimizes communication delays. As mentioned, ATRO systems can also endlessly rotate at each joint. That’s due to:
• The gearmotor design in active modules
• Multi-turn servo-axis tracking of position
• Routing of power, communications, and other fluid media through the center of each robot module via rotary unions and Hirth joints.
The latter is particularly somewhat unique — especially as connections include four for compressed air, vacuums, water, and other fluids; EtherCAT and Gbit Ethernet; and 48-V as well as high-voltage AC power. All these connections render the ATRO capable of accepting various vendors’ end effectors and grippers (whether electromagnetic or pneumatic) which by definition are exceptionally job specific.
Where might limitless joint rotation prove useful? Well, this gives ATRO systems maximum reachability as well as the ability to take especially short (read: fast) paths to reach given positions in 3D space. What’s more, it eliminates the bulkiness of cables run along the robot’s exterior as well as interfering torques so common in robots and collaborative robots (cobots).
The use of EtherCAT-standard LED communications (in the form of illuminated bands on every ATRO module) provides local diagnostics information. A module glowing blue indicates the ATRO is in teaching mode. Green indicates the module has a reliable connection and is ready to operate. Yellow indicates that an operation is being processed; red indicates the presence of an issue.
What prompted ATRO development — and emerging applications
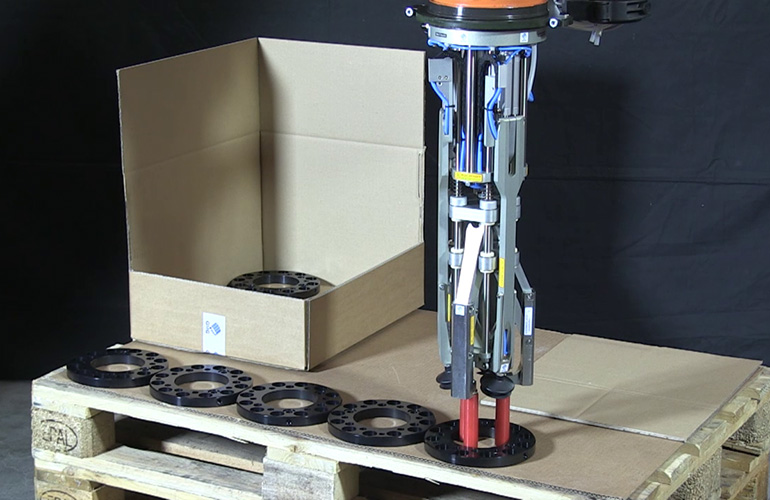
ATRO satisfies a need for easy-to-assemble custom machine-tending options, especially those requiring arms capable of reaching around obstacles within large equipment. Its customizable kinematics can also handle variable payloads and execute particularly complicated motions. Consider an application from the machine-tool industry — that of milling. Here, ATRO controls can nimbly interpolate the motion needed from the end effector to grasp, orient, and load workpieces into the machine … and then nimbly reverse the process once milling is complete.
Though ATRO systems aren’t yet certified for use as cobots, they do include 17 different drive-based safety modes, including limited speed and safe acceleration settings. The first cutting-edge ATRO permutations have taken the form of so-called octo-robots for advanced assembly and material handling applications.

Beckhoff ATRO robotics are suitable for use in intralogistics, material handling, fabrication, medical assembly, and packaging applications.
Beckhoff Automation | www.beckhoff.com








Tell Us What You Think!